Made two screw cut-off jigs or clamps. The original measurements were metric, so these had to be translated to imperial.
This work was based on an article in "Home Shop Machinist" Jan/Feb, 2007.
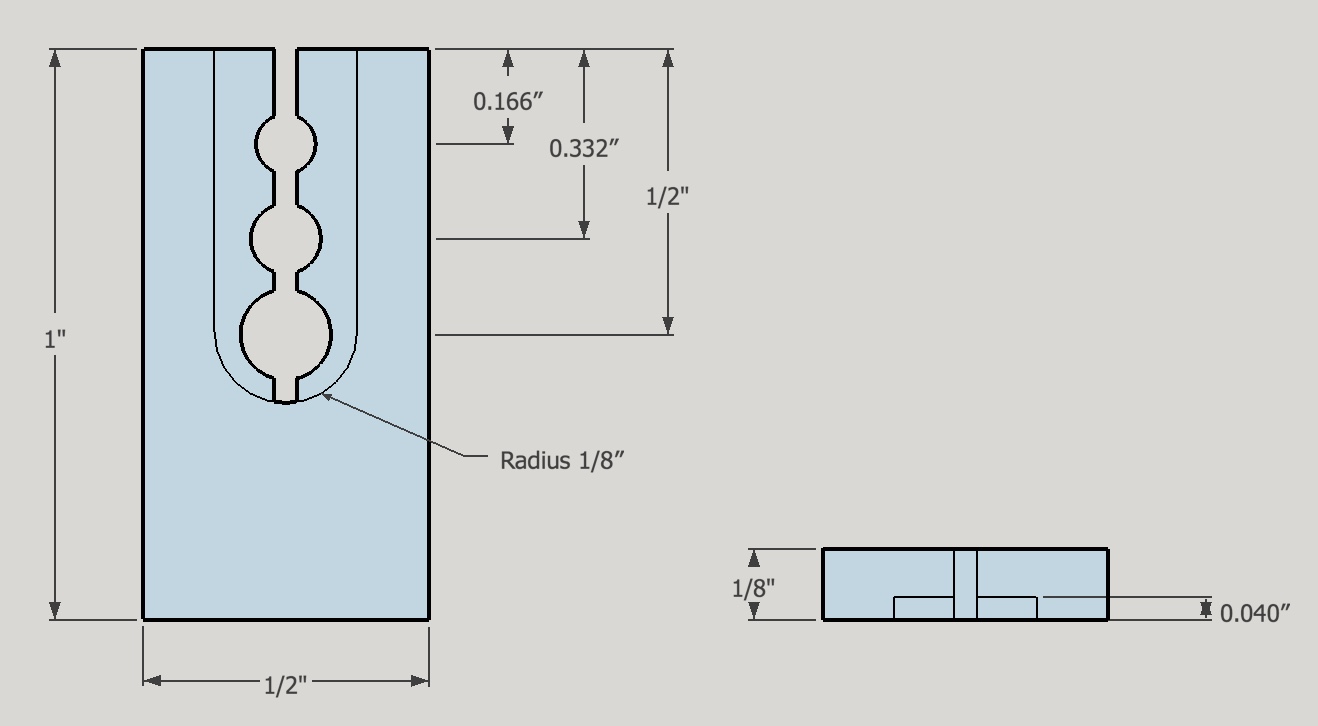
Both pieces of steel were clamped in the milling vise and the ends were squared. I needed to decide which screw sizes wer to be cut. The following were chosen: 4-40, 6-32, 8-32, 10-24, 10-32, 1/4-20 with three on each cut-off jig. The first piece was drilled with the appropriate tap drill sizes: #43, #36, and #29. Taps were started and removed for all three holes. The tapping was completed by hand. The part was held in a 1/2" open wrench. This process was repeated on the second blank with bits: #25, #21, and #7. The locations for this second group of three holes were 0.18", 0.40", and 0.66". After all holes were drilled the burrs were filed off.
Finally, both parts were held in the vise and milled with a 1/4" end mill for 0.625" to a depth of 0.040". The slot was cut down the middle with a hacksaw. I attempted to harden the parts by heating to cherry red and quenching in water with soap added. They did not harden as judged by a file test, so the metal must not be the right kind of steel.